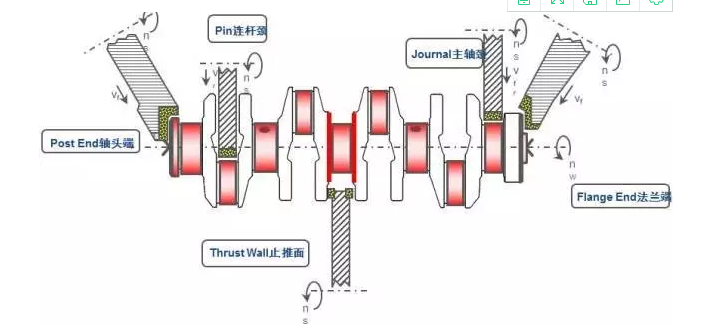
曲轴磨削应用
除部分日系车用户外,大部分国内乘用车曲轴磨削已经完成从BA产品向SA产品的升级换代。重点柴油机客户也在进行上述产品换代。
磨削部位:
主轴颈、连杆颈、轴头端(俗称小头)、法兰端
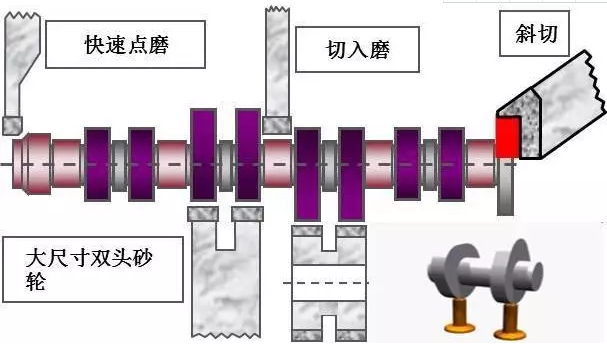
凸轮轴磨削应用
磨削部位:
•桃子:凸轮的侧面呈鸡蛋形。其设计目的是保证汽缸充分的进气和排气。磨削方式:采用陶瓷或者电镀cBN砂轮,单个/双个磨削
•轴管:磨削方式:切入磨,点磨,无芯磨(BA),组合磨 (BA)
•法兰/小头:法兰控制凸轮位置:一般采用切入磨(SA/BA)
变速箱磨削应用
磨削部位:
•齿轮轴:内外输入轴,上下输出轴
沉沟槽 (多采用电镀cBN砂轮)
轴颈(BA组合无芯磨,SA点磨或者组合磨)
•齿轮:太阳轮,行星轮,同步齿轮
齿轮轴颈磨削:内圆磨削
齿轮:蜗杆磨/珩磨
气门磨削应用
磨削部位:
锥面、杆部、座圈、沟槽等
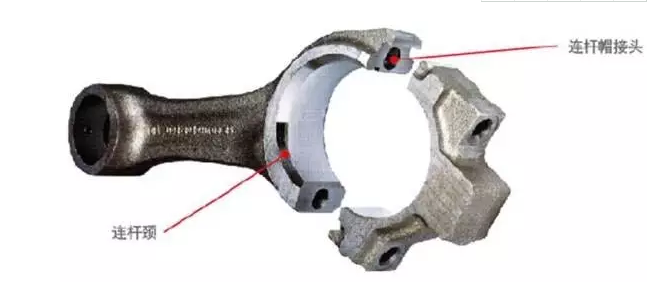
连杆磨削应用
•连杆的磨削一般采用双端面磨削,对大小圈端面同时进行加工
•OEM磨床: Fives Giustina, Peter-Walters, Sunrise, Naxos
•固结磨具目前仍然占据主流,但是随着材料热处理硬度的提高,近几年越来越多的磨床开始使用超硬磨具进行加工
•固结磨具普遍加工寿命在15万-20万件,超硬磨具在30万件左右
磨削部位:
连杆颈、连杆帽接头等
河南爱磨仕超硬磨具有限公司始终坚持以客户为中心,生产的陶瓷CBN砂轮作为磨削工具,具有高强度、高耐磨性、高热稳定性、高化学惰性、高加工效率等优势,解决了多种难加工材料的磨削问题,提高生产效率的同时为用户带来巨大的经济效益。