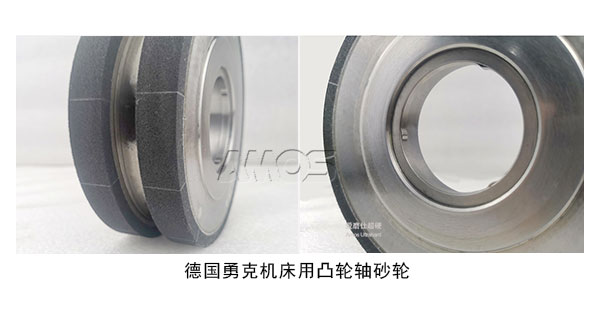
在凸轮轴的磨削系统中,凸轮轴加工余量大且材料难磨,对磨削精度和生产效率要求都很高。如何提高磨削效率和加工质量是凸轮轴磨削加工中的关键问题。
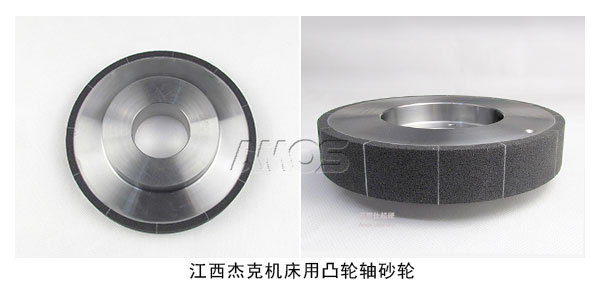
影响凸轮轴磨削加工的重要因素有:磨床、CBN砂轮、修整装置、磨削液。这几个因素也是造成磨削加工问题的主要原因。河南爱磨仕以凸轮轴为例,分析其磨削加工中工件表面出现烧伤问题的原因并总结相应对策,具体如下表所示:
| 问题 | 原因 | 对策 |
|
工件 表面 烧伤 |
1.磨削余量过大,导致磨削热的作用时间较长 | 调整、分解磨削进给量,从而减少磨削烧伤的发生,同时增加零件旋转和进给速度,保证生产节拍和效率。 |
| 2.回旋气流和磨削间隙,造成磨削冷却液不能充分进入磨削区域 | ①调整磨削冷却液的压力和流量,并对冷却液的流量分段设定。②添加磨削冷却液辅助喷嘴,提高喷射压力,阻断回旋气流。 | |
| 3. 砂轮粒度不匹配,导致砂轮堵塞,造成工件表面烧伤; |
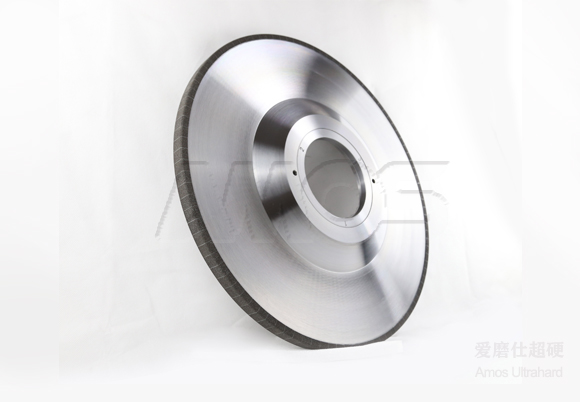
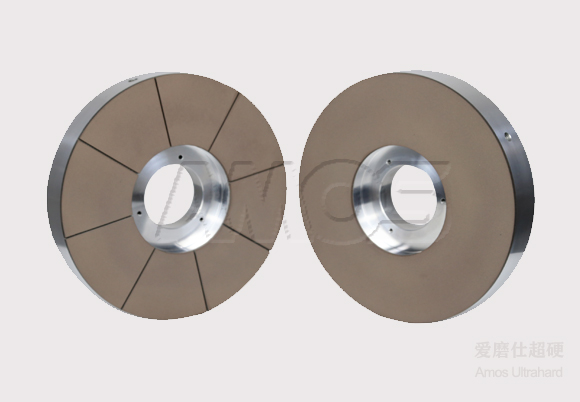
爱磨仕产品为匹配不同磨削条件,经市场检验已固定四种凸轮轴磨削专用解决方案。 有效解决烧伤问题的同时仍可满足高线速(120m/s)和大进刀量(2.5mm) |
|
| 4. 砂轮硬度较高,磨料不易脱落,无法有效带走磨削热量,造成工件表面烧伤; | ||
| 5. 砂轮组织度不匹配,表面易堵塞,造成工件表面烧伤 |