摘要:在先进制造领域中占有极高的比重,其具体加工方式包括外圆磨、内圆磨、平面磨等。不同的磨削方式适用于不同的应用场景和工件。而在磨削过程中难免会产生不同的磨削缺陷。本文详细描写了砂轮在平面磨磨削中常出现的问题及相对应的修整方法,具体如下。
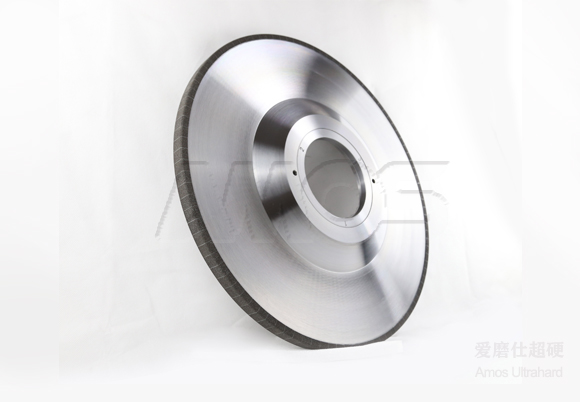
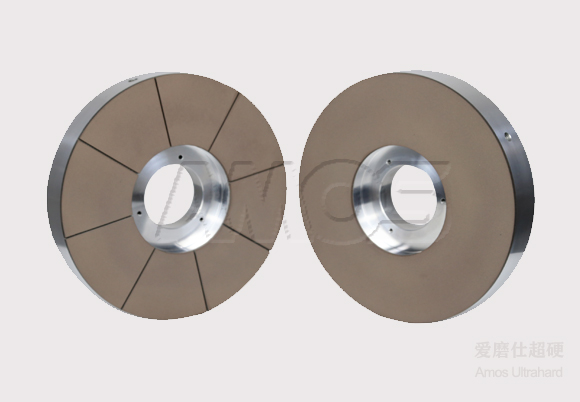
砂轮的平面磨磨削方式
平面磨主要用于在平面磨床上磨削平面、沟槽等。平面磨削有两种:用砂轮外圆表面磨削的称为周边磨削,一般使用卧轴平面磨床;用砂轮端面磨削的称为端面磨削,一般使用立轴平面磨床。具体选择哪一种磨削方式,还需根据实际加工条件和加工要求来确定。在为不同的客户解决磨削定制方案的过程中,爱磨仕超硬磨具总结客户反馈的平面磨削过程中常见的问题,并提出对应的修整方法。
砂轮在平面磨磨削过程中常见问题及解决方案
问题1:工件表面产生波纹
原因分析a:砂轮不平衡
解决方案:正确平衡砂轮
原因分析b:砂轮硬度太高
解决方案:应根据工件特点及磨削要求按磨具特性及其选择规则正确选用砂轮
原因分析c:砂轮圆周面上硬度不均匀
解决方案:选择优质砂轮
问题2:工件表面产生波纹、工件表面呈直线痕迹
原因分析:砂轮已用钝,不锋利
解决方案:应掌握工件的特点及精度变化规律及时修整砂轮
问题3:工件表面烧伤
原因分析a:粒度太细或硬度太高
解决方案:应根据工件特点及磨削要求按磨具特性及其选择规则正确选用砂轮
原因分析b:砂轮已用钝,不锋利
解决方案:应掌握工件的特点及精度变化规律及时修整砂轮
原因分析c:砂轮修整太细
解决方案:根据磨削要修选择正确的修整方法及用量
问题4:工件蹋角或侧面呈喇叭形、工件两表面平行度或平面度超差
原因分析a:砂轮选择不当
解决方案:应根据工件特点及磨削要求按磨具特性及其选择规则正确选用砂轮
原因分析b:砂轮不锋利
解决方案:应掌握工件的特点及精度变化规律及时修整砂轮
工件材质特点、磨削工艺及砂轮的选择对磨削加工的最终效果影响重大。而且磨削是一个复杂的系统工程,因此在磨削加工前一定要做好砂轮的技术方案设计和效果评估标准,当工况中出现不同的磨削缺陷时,采取正确的修整方法,以便获得预期的加工效果,实现提高生产效率,降低生产成本的目标。