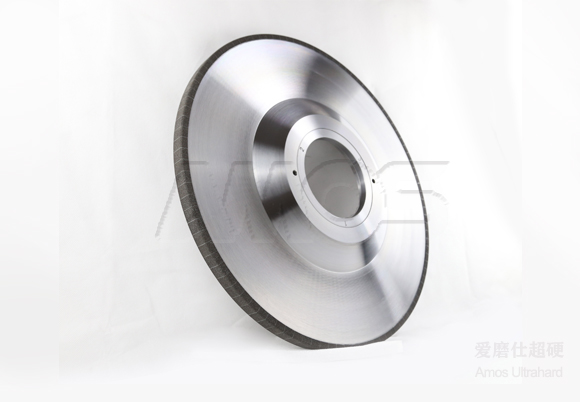
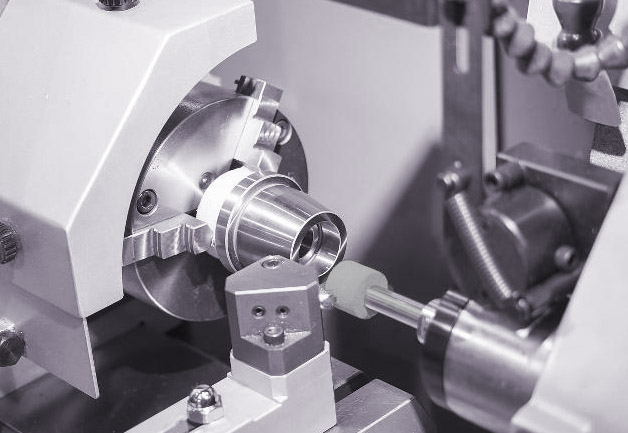
摘要:磨削作为一种传统的加工方式,在先进制造领域中占有极高的比重。内圆磨削是一种十分常见的磨削加工方式,可以加工机器零件上的通孔、不通孔、台阶孔等。以超硬材料CBN作为磨料层的内圆磨砂轮因其能够可获得较高的工件精度及表面质量,加工效率高,综合成本低,因此在机械加工中得到广泛应用。
| 磨削方式 | 磨削缺陷 | 砂轮因素分析 | 解决方法 |
|---|---|---|---|
|
内 圆 磨 削 |
工件表面产生直波纹 |
砂轮不锋利; 砂轮直径太大引起振动; |
掌握工件特点及精度变化规律及时修整砂轮 |
| 砂轮与工件的接长度过大而引起振动 | 修整砂轮使其减少接触面,选择合适的砂轮 | ||
| 工件表面拉毛,划伤 | 砂轮与工件接触面积太大 | 修整砂轮使其减少接触面,选择合适的砂轮 | |
| 工件呈锥度 | 砂轮硬度太低 | 根据工件特点及磨削要求按磨具特性及其选择规则正确选用砂轮 | |
| 工件呈锥度、工件表面烧伤 | 砂轮不锋利 | 应掌握工件的特点及精度变化规律及时修整砂轮 | |
| 工件表面烧伤 | 砂轮直径过大 | 减小试论直径 | |
| 工件呈喇叭形 |
磨削短台肩孔时,砂轮越出工件太多引起喇叭形 |
选用窄一点的砂轮或将砂轮越出部分的直径修小一点 | |
|
磨削有键槽的内孔时,砂轮太宽引起槽边蹋角 |
适当减小砂轮宽度或在工件槽内嵌入垫物 |