磨削过程是一个复杂的多因素、多变量共同作用的过程。在加工韧性金属时出现砂轮寿命过早结束的状况,常常是因为砂轮堵塞造成的。要避免砂轮的堵塞和由此产生的不利因素,爱磨仕陶瓷结合剂cbn砂轮厂家对砂轮堵塞的类型、产生过程进行了系统的解析。
1. 砂轮堵塞的类型
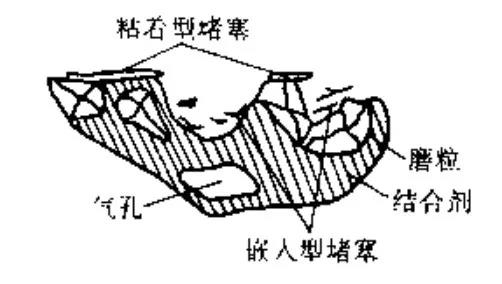
砂轮堵塞的种类很多,不同的工件材料和加工条件所产生的堵塞状态各异,分类方法也不同,如图所示:
(1)磨屑嵌塞在砂轮工作面空隙处的堵塞状态,为嵌入型堵塞;
(2)磨屑熔结在磨粒及结合剂上的堵塞状态,为粘着型堵塞;
(3)砂轮工作面及空隙处,既有嵌入型堵塞又有粘着型堵塞时,称为混合型堵塞。
2. 影响砂轮堵塞的因素分析
通常用同一砂轮磨削不同的材料时,砂轮的磨削性能和寿命是不一样的。其原因是工件材料的力学、物理性能不同,促使磨料切刃钝化速度不同,切屑的形态也不一样。以下从砂轮角度具体分析产生堵塞的原因。
(1)磨料种类
不同的砂轮其堵塞程度差别很大,从减少堵塞程度,改善磨削效果来看,不同的工件材料,应该选用不同的磨料种类。如果所选用的磨料不能适应工件材料的磨削性能,就易产生急剧堵塞,使加工无法正常进行。
(2)磨料粒度
磨料粒度对砂轮堵塞有一定影响。一般来说细粒度比粗粒度容易产生堵塞现象。但是随着切入次数增多,粗粒度砂轮与细粒度砂轮相比,切入深度要大,磨粒切刃磨损量就大,且磨削温度上升,在孔隙里的切屑熔结物增多。到一定次数后,粗粒度砂轮的堵塞量反而要超过细粒度砂轮的堵塞量。爱磨仕
陶瓷结合剂cbn砂轮厂家提醒砂轮粒度的选择一定要在充分了解工件材质、加工条件等多种因素下才能确定。
(3)砂轮的硬度
砂轮的硬度对堵塞量影响较大,一般来说,砂轮越硬,堵塞量越大。
(4)砂轮的浓度
砂轮组织越密,工作的磨粒数越多,切削刃间距离变短,越容易堵塞。在磨削易产生堵塞的难加工材料时,一般选大气孔砂轮磨削效果较好。
(5)气孔率
砂轮的气孔的作用主要为容屑及冷却。一般来说,气孔率越多、气孔越大的砂轮相较气孔少、气孔小的砂轮更不容易堵塞。
磨削加工过程受多重因素影响,导致砂轮堵塞的失效现象也会经常出现。河南爱磨仕超硬磨具有限公司会根据被加工材料的物理及化学性能结合不同的条件,进行评估、确认与优化,可为客户大幅改善砂轮堵塞这一失效现象,为客户带来更稳定的加工品质、更经济的砂轮解决方案。